En lo que respecta al cristal, se debe determinar su orientación antes del corte y se debe determinar la superficie de corte. Al cortar, la hoja de sierra debe fijarse primero y el material a cortar debe fijarse. Además, se puede reducir el daño a la superficie del cristal causado por el calor de corte, y el líquido de corte también puede lavar la escoria de cristal en el área de corte.
Las obleas cortadas se triturarán en el siguiente proceso. Primero, use un medidor de espesor para medir el espesor de las obleas y agrúpelas, y pegue las obleas con espesores similares en el bloque portador simétricamente. Antes de la unión, se bisela la periferia de la oblea. La temperatura del bloque portador no es fácil de ser demasiado alta cuando se pega, siempre que la cera de fijación se derrita, la oblea se coloca mejor en el anillo más externo del bloque portador, la pegatina debe ser simétrica y el aire debajo del la viruta debe ser drenada (con bloques de hierro para la compactación). Evite la generación de bloques de carga no giratorios y desechos inducidos por burbujas. A continuación, se mide el grosor de la oblea adherida al bloque portador con un calibre de grosor y se realiza un registro inicial.
Antes de usar la máquina de esmerilado y pulido, se debe limpiar el equipo. Al mismo tiempo, para garantizar la planitud del disco abrasivo, el disco abrasivo debe rectificarse antes de su uso. Al esmerilar el disco, el anillo de preparación y el disco de esmerilado deben ser auto-esmerilados. Se utiliza el mismo abrasivo y el tiempo de reparación de cada disco es de unos 10 minutos. Solo de esta manera la superficie de la oblea no se dañará durante la molienda y logrará el efecto de molienda ideal.
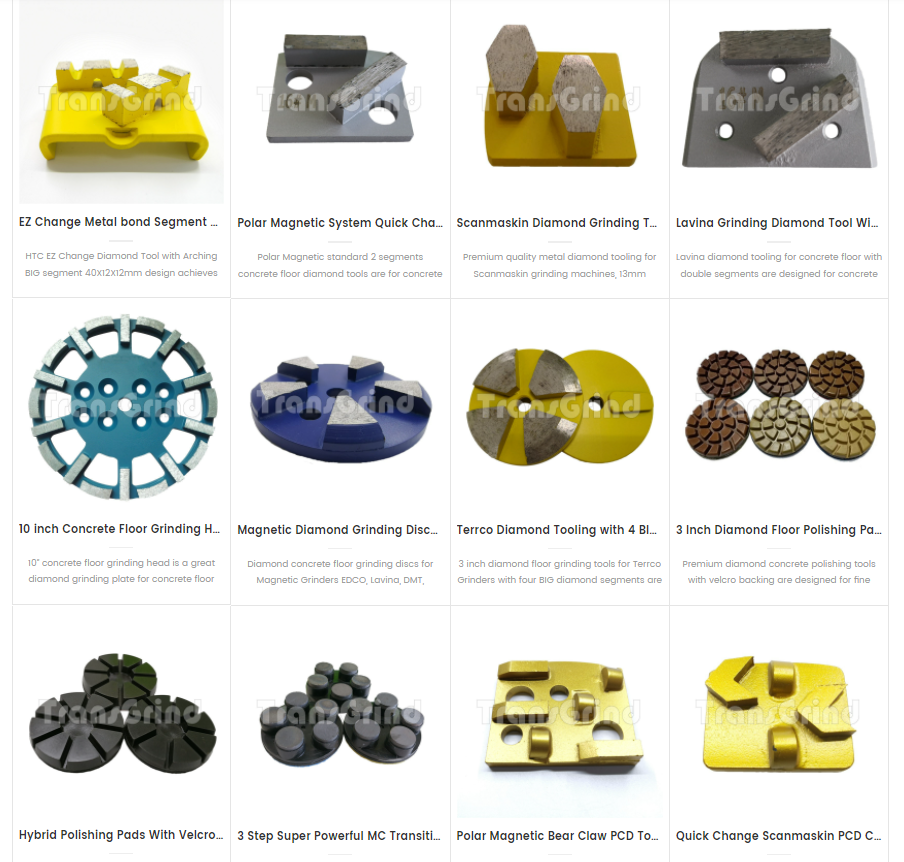
Para lograr el efecto de rectificado ideal, las herramientas de rectificado también son importantes. TransGrind suministra diferentes tipos de herramientas de diamante para desbaste y pulido de hormigón y piedra. Hemos suministrado muchos tipos diferentes de herramientas de diamante para muchos clientes, como herramientas Scanmaskin, herramientas Lavina, herramientas Klindex, herramientas Husqvarna, herramientas HTC, etc. Bienvenido a consultar por nuestros productos haciendo clic en las imágenes para ingresar a nuestra web oficial si está interesado .
Antes de pulir, verifique si el paño de pulido está limpio y si el paño de pulido está pegajoso y plano. Debe estar limpio y plano. Al pulir, la velocidad de flujo del líquido de pulido no debe ser pequeña. El líquido de pulido debe estar completamente saturado en el paño de pulido. Generalmente, el tiempo de pulido debe ser más de una hora. La tasa de corrosión es mayor que la tasa de fricción mecánica, lo que da como resultado pequeñas picaduras en la superficie de la oblea.
La limpieza del equipo es muy importante. Si la limpieza es limpia, afectará directamente la calidad de las obleas de pulido y pulido. Después de cada esmerilado o pulido, limpie cuidadosamente el equipo por dentro y por fuera. Cuando la rueda de soporte en el bloque portador está girando, el abrasivo puede entrar fácilmente en la rueda, así que antes de cada uso, asegúrese de usar un cepillo para limpiar el abrasivo residual en el espacio de la rueda de soporte, para que la rueda de soporte pueda girar. libremente. Asegure la planitud de las obleas de pulido y pulido.
Al enjuagar el equipo, el flujo de agua no es fácil de ser demasiado grande, para evitar que el agua entre en el interior de la carcasa y provoque un cortocircuito en los cables.
Si su equipo no se utilizará durante mucho tiempo, límpielo y limpie las manchas de agua, y cubra la bandeja de hierro fundido con aceite para evitar la oxidación.

 IPv6 red compatible
IPv6 red compatible English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 Polski
Polski 中文
中文