arañazos
causa:
1) el tamaño de partícula del polvo de pulido es desigual o está mezclado con impurezas mecánicas de partículas grandes
2) el entorno del taller no está limpio
3) los materiales de pulido (pegamento de pulido o poliuretano y adhesivo, etc.) están sucios
4) paño de limpieza sucio y polvo traído por el operador
5) los rayones dejados por el pulido fino no se tiran o no se limpian a fondo
6) la pieza de trabajo o la plantilla de la abertura de inspección no está limpia y el método es inadecuado
7) el material de pulido (pegamento de pulido o poliuretano) es duro y se ha utilizado durante mucho tiempo , hay cáscaras duras en la superficie o depósitos secos y duros en el borde
8) el troquel de pulido no es consistente con el disco del espejo
9) causados por procesos auxiliares (limpieza de piso,, rotación, pintura protectora húmeda, etc.)
métodos de superación:
1) seleccione polvo de pulido con tamaño de partícula uniforme y correspondiente al material de vidrio
2) hacer un buen trabajo de "5S"
3) mantener los suministros necesarios
4) limpieza y almacenamiento de paños de limpieza y operadores con ropa de trabajo y sombreros
5) autoinspección
6) usa la plantilla correctamente
7) seleccionar materiales de pulido apropiados (pegamento de pulido o poliuretano), reemplazarlos periódicamente, y modificar o reparar el muñón de pulido
8) modificar o raspar, y rehacer el troquel de pulido
9) proceso de acuerdo con los procedimientos operativos de cada proceso auxiliar
picaduras
causa:
1) tiempo insuficiente para esmerilado fino y pulido
2) la superficie de pulido fino es desigual o la diferencia entre el medio y el borde es grande
3) hay rastros después de que se rompen los rasguños ásperos
4) colapso del ángulo cuadrado o rectangular después de un pulido fino
5) las piezas se mueven en el disco del espejo debido al procesamiento
6) el error de forma de la superficie de pulido fino es demasiado grande ,, especialmente la altura es demasiado alta ,, lo que es fácil de causar un pulido de bordes insuficiente
7) la eficiencia de pulido se ve afectada por el largo tiempo de procesamiento del troquel de pulido o el largo tiempo de uso del líquido de pulido
métodos de superación:
1) el último orificio de arena gruesa se eliminará durante la molienda fina, y el tiempo de pulido será suficiente
2) la abertura de molienda fina coincide correctamente , y debe procesarse desde el borde hasta el medio
3) después de encontrarlo, debe marcarse, colocarse por separado o desecharse
4) use molde plano ranurado , molde fino y agregue arena uniformemente
5) seleccione el adhesivo adecuado, controle la temperatura del proceso y la temperatura de la placa del espejo, y el grosor del adhesivo debe cumplir con el estándar
6) la coincidencia de apertura de cada canal de molienda fina se llevará a cabo en estricta conformidad con la tarjeta de instrucciones de operación del proceso
7) gestión periódica de varios indicadores (gravedad específica, valor de ph, etc.) de sustitución de cuero pulido y líquido pulidor.
imprimir
causa :
1) el troquel de pulido no está bien emparejado con el disco del espejo, y hay rastros de manchas de aceite
2) mala estabilidad química del vidrio
3) las gotas de agua, líquido de pulido, saliva, etc. no se limpian a tiempo
las impresiones se producen principalmente en vidrio con poca estabilidad química. la función de los aditivos es principalmente estabilizar el valor de ph de la solución de pulido y aumentar algunas sustancias hidrofóbicas que quedan en la superficie de la lente, para mejorar la resistencia al agua de la lente además de los aditivos, debe minimizarse la producción de calor durante el procesamiento.
métodos de superación:
1) seleccione el pegamento de pulido adecuado, raspe o modifique el molde de pulido (poliuretano) para que coincida
2) se pueden seleccionar aditivos apropiados para la huella generada en el pulido; y la marca producida después de la finalización puede proteger la pintura
3) evitar hablar con la pieza de trabajo; si la siguiente placa no se puede secar,, se debe secar. el vidrio con poca estabilidad química también se debe secar.
aberturaD formacion
causa :
1) fuerza de unión incorrecta del adhesivo
2) la apertura no es estable
3) cuando se procesa el disco rígido , el disco rígido se ha utilizado durante mucho tiempo y no se ha detectado (el abocardado está sucio o deformado)
4) el círculo exterior de la pieza de trabajo que se va a procesar es demasiado grande durante el procesamiento con disco rígido, y el método de suspensión es inadecuado,, etc..
Métodos de superación:
1) la deformación de la abertura ocurre principalmente en partes delgadas o partes irregulares , y se debe adoptar un método de suspensión apropiado
2) se dará un cierto tiempo de estabilización de apertura de acuerdo con el tamaño de la pieza de trabajo
3) la placa rígida se probará y corregirá regularmente
4) siga estrictamente el proceso y los procedimientos de operación de la pared colgante
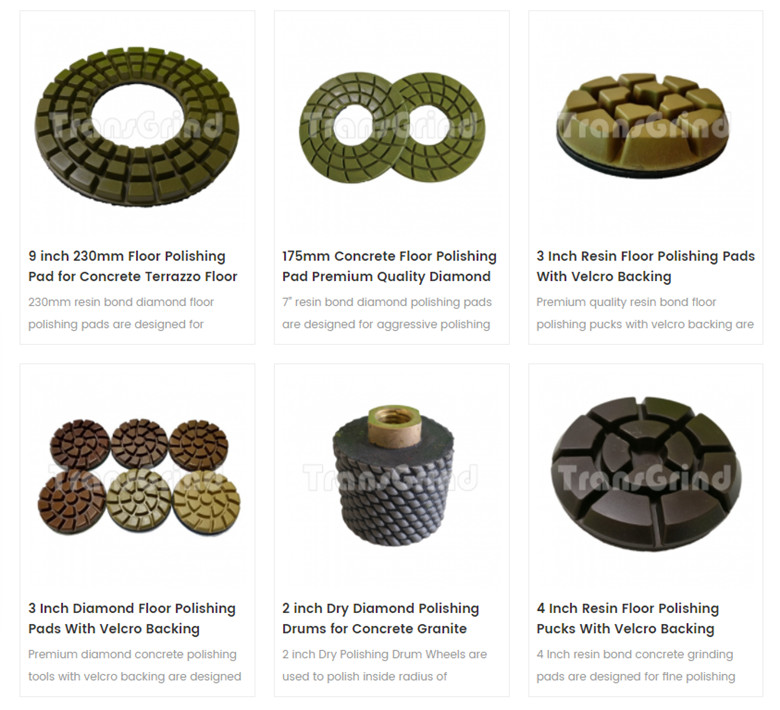
transmoler es un fabricante profesional de herramientas de diamante para hormigón o piedra lijado y pulido de pisos , hemos suministrado muchos tipos diferentes de herramientas de diamante para muchos clientes , como herramientas scanmaskin, herramientas lavina, herramientas klindex, herramientas husqvarna, herramientas HTC etc . bienvenido a consultar por nuestros productos haciendo clic fotos para entrar en nuestra web oficial si estás interesado.
 IPv6 red compatible
IPv6 red compatible English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 Polski
Polski 中文
中文